หลังจากเราได้เรียนรู้ คำศัพท์และ คำจำกัดความต่างๆ ของเครื่องมือวัดแล้ว ในครั้งนี้เรา มาทำความรู้จัก ความไม่แน่นนอนของการวัด (Uncertainty of measurement)
ในการทดสอบ (Testing) หรือ สอบเทียบ (Calibration) ทุกครั้งนั้นๆ จะมีค่าความไม่แน่นอนของการวัด ติดมาด้วยทุกครั้ง เมื่อการวัด และทดสอบ ครั้งนั้นๆ มีความละเอียดมากขึ้นเท่าใด ความไม่แน่นอนนี้ ก็ จะเพิ่มความสำคัญในการพิจารณามากขึ้นด้วย
ในการประเมินค่าความไม่แน่นอนของการวัดนั้น เราจะแบ่งเป็น 2 แบบ คือ Type A และ Type B
Type A นั้น จะได้มาจากการที่เรา ทำการวัดซ้ำๆ โดยใช้เครื่องมือ วิธีการ และ ผู้ทดสอบ เดิม โดยจะดูค่า Replete ability ใช้หลักสถิติ และการกระจายตัวแบบ Normal Curve (กระจายตัวแบบระฆังคว่ำ) โดยเริ่มประเมินดังนี้

โดย SE นี้จะเป็นค่าที่ใช้ คำนวณ ค่าความไม่แน่นนอน ของ Type A ณ จุดวัดนั้นๆ มีค่าความน่าจะเป็นที่ 1s (K=1) หรือ ~68%

- ทำซ้ำข้อ 1-3 ต่อที่จุดวัดอื่นๆ ที่ต้องการสอบเทียบ หรือ ทดสอบ
Type B นั้นจะได้จากการประเมิน ค่าความไม่แน่นอน ของเครื่องมือวัดนั้นๆ โดยจะประเมินต่างกันไปตาม ชนิดของการสอบเทียบ (โดยในที่นี้จะเน้นถึงการสอบเทียบ) รวมถึง Standard ที่นำมาใช้ด้วย โดย สามารถดูเพิ่มเติมได้จาก
- EA-4/02 Evaluate of the uncertainty of measurement in calibration.
- คู่มือของเครื่องวัด ที่ใช้งาน
- ผลการสอบเทียบ ของเครื่องมือวัด ครั้งล่าสุด
โดยก่อนทำการประเมิน เราต้องรู้จักการกระจายตัวของข้อมูลตามหลัก สถิติก่อน โดยปกติจะแบ่งเป็น 3แบบ คือ
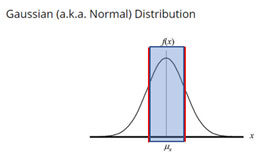
- แบบ Normal Curve ถ้าคำนวณหาพื้นที่ จากส่วนกลาง (ค่าเฉลี่ย) ให้ได้ 68% ของทั้งหมด เราจะได้ 1s โดยใช้ 2หาร จากการรายผลค่า Uncertainty ของ Certificate (การกระจายตัวแบบนี้ จะประมาณได้จาก การรายงานค่า Uncertainty ใน Calibration Certificate)
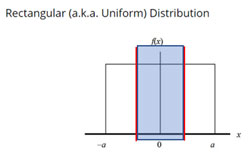
- แบบ Rectangular Curve ถ้าคำนวณหาพื้นที่ จากส่วนกลาง (ค่าเฉลี่ย) ให้ได้ 68% ของทั้งหมด เราจะใช้ Ö3 หาร จะได้พื้นที่ 68% (การกระจายตัวแบบนี้ จะประมาณได้จาก ค่า Resolution ของเครื่องมือวัด)
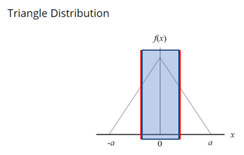
- แบบ Triangle Curve ถ้าคำนวณหาพื้นที่ จากส่วนกลาง (ค่าเฉลี่ย) ให้ได้ 68% ของทั้งหมด เราจะใช้ Ö6 หาร จะได้พื้นที่ 68% (การกระจายตัวแบบนี้ จะประมาณได้จาก ค่า อุณหภูมิ ที่มีการควบคุม)
ในที่ นี้ เราอาจสามารถประเมิน ค่าความไม่แน่นอน Type B เบื้องต้นได้จาก
- ค่า Uncertainty ที่ครอบคลุมจุดทดสอบของเครื่องมือวัดนั้น (ตัว Standard: STD)
- ค่า Resolution ของเครื่องมือที่ถูกสอบเทียบ (Unit Under Calibration: UUC)
โดยค่า Uncertainty ของ STD ที่ได้จาก การอ่านค่าใน Certificate นั้น ทาง Lab จะรายงานความเชื่อมั่นของการวันที่ k=2 หรือ 95% ดังนั้น เมื่อเราได้ค่ามาแล้ว เราจึงต้อง นำมา หาร 2 ก่อน เพราะ Type A ที่เราประเมินไว้นั้น มีค่าความเชื่อมั่น 68%
และ ค่า Resolution ของเครื่องมือที่ถูกสอบเทียบ นั้น ต้องนำมาหาร ด้วย Ö3 เนื่องจากการกระจายตัวของข้อมูลเป็น แบบ Rectangular ก็จะได้ค่าความเชื่อมั้น 68%
ในการรวม ค่าความไม่แน่นอนนี้ เราจะใช้การรวมแบบ Root Sum Square

ตัวอย่าง
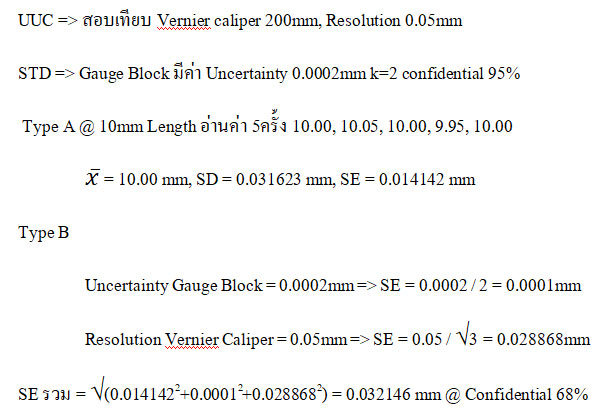
ดังนั้น จุดสอบเทียบนี้ จะมีความไม่แน่นอนของการวัด @ Confidential 95% = 0.032146 x 2 = 0.064291 mm โดยการปัดเศษในทางเครื่องมือวัดจะปัดขึ้นเท่านั้น จึงรายงานความไม่แน่นอนของการวัดเป็น 0.07 mm
จากตัวอย่าง จะพบว่า ถ้าเรานำ Vernier Caliper อันนี้ไปใช้วัด งานละเอียดสุด ต้องมีค่า Tolerance +/- ไม่ต่ำกว่า 0.7mm (0.07mm x 10 เท่า) หรือ อาจ จะยอมรับที่ +/- 0.5 ได้ สามารถย้อนกลับไปอ่านตอนที่ 1 ได้นะครับ
และครั้งหน้าจะเป็น ตอนที่ 4 ซึ่งเราจะนำความรู้ ตั้งแต่ตอนที่ 1-3 นั้นไป ประยุกต์ใช้งาน ให้เข้ากับระบบบริหารคุณภาพ ISO9001:2015 ให้เกิดความมั่นใจใน การเลือก เครื่องมือวัด, การทวนสอบเครื่องมือวัด และ การกำหนด ข้อกำหนด ในแบบวัตถุดิบ ค่าควบคุมในกระบวนการผลิต ครับ