ทุกวันนี้เราอยู่กับการวัดตลอดเวลา ยกตัวอย่างเช่นการใช้ นาฬิกา, การวัดความเร็วของรถยนต์ ในขณะขับขี่ เป็นต้น และยิ่งเมื่อทำงานในโรงงานอตุสาหกรรม ยิ่งมีความสำคัญ ซึ่งการวัดที่ถูกต้องตามความต้องการและเหมาะสม จะทำให้สามารถควบคุมคุณภาพ ของสินค้าและบริการ รวมทั้งยังพัฒนาคุณภาพได้อย่างต่อเนื่องโดยการใช้หลักสถิติ มาประกอบการวิเคราะห์
ก่อนอื่นเรามาเริ่มต้นด้วยการรู้จักคำศัพท์และ ความหมาย ของคำศัพท์ที่ใช้ในกระบวนการวัด
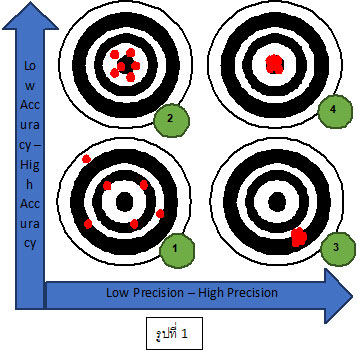
- Accuracy และ Precision ในภาษาไทยเราอาจแปลว่าความถูกต้องและ ความแม่นยำ เราสามารถอธิบายและทำความเข้าใจง่ายๆ โดยแทน ค่าจากการวัดด้วยจุดสีแดง และ กรอบของการวัดด้วยเป้า ดังรูปที่ 1
- โดยตำแหน่งที่ 2 แสดงให้เห็นว่า ค่าที่วัดได้นั้น มีค่าความถูกต้องที่ดี (Good accuracy)เมื่อนำมาหาค่าเฉลี่ยก็จะพบว่าค่าที่ได้นั้นจะได้ตามเป้าตรงกลาง
- เมื่อมาดูตำแหน่งที่ 3 จะพบว่า ค่าที่ได้จากการวัดนั้น มีค่าที่ซ้ำกัน (Replete ability) และใกล้เคียงกันมาก เรียกว่ามีความแม่นยำที่ดี (Good precision) แต่เมื่อนำมาหาค่าเฉลี่ยก็จะพบว่าไม่เข้าใกล้เป้าเลย
- จากตำแหน่งที่ 2 พบว่า accuracy ดี และ precision ไม่ดี และ ตำแหน่งที่ 3 พบว่า accuracy ไม่ดี และ Precision ดี ดังนั้นการใช้งานเครื่องมือวัดที่ดีจะต้องมีทั้ง accuracy ดี และ Precision ดี ตามรูปในตำแหน่งที่ 4
- สำหรับ accuracy นั้นในเครื่องมือวัดที่เป็นแบบ Analog จะบอกค่าเป็น % of full scale ส่วนถ้าเป็น Digital นิยมบอกค่าเป็น % of Reading +digit
- Replete ability คือความสามารถในการทำซ้ำได้ ดังตัวอย่างในข้อ 1
- Acceptance accuracy คือ ค่าความยอมรับรับได้ ที่กระบวนการนั้น ๆ สามารถยอรับได้เมื่อใช้เครื่องมือวัดนั้น โดยทั่วไป จะสามารถระบุได้เป็น +/- เป็นเปอร์เซ็นต์ หรือค่าตามหน่วยวัด เช่น วัดชิ้นงานขนาด 10mm มี acceptance accuracy ที่ +/- 1% หรือ +0 / -1mm เป็นต้น
- Resolution คือหน่วยที่เล็กที่สุดที่เครื่องมือวัดนั้น ๆ สามารถอ่านค่าได้ ตัวอย่าง จากข้อ 3 ถ้าใช้ Vernier Caliper ที่สามารถอ่านได้ค่าเล็กสุด 05mm ขนาด 200mm มาทำการวัดจะพบว่าเราสามารถอ่านค่าได้ เป็น 10.05mm เป็นต้น
- ข้อควรระวัง เราจำเป็นต้องรู้ว่าเครื่องมือในการวัดนั้น ๆ มี Resolution ทุกครั้งก่อนการวัด เพื่อให้การอ่านค่าถูกต้อง เช่น กรณีตัวอย่าง ถ้าเราอ่านค่า ได้ 00mm ก็จะต้องจดบันทึกการอ่านค่านั้น เป็น 10.00mm ไม่อ่านเป็น 10mm หรือ 10.0mm เพราะ Vernier Caliper เรานั้นสามารถ อ่านค่าที่เล็กที่สุด ลงท้ายที่ 0.00mm หรือ 0.05mm
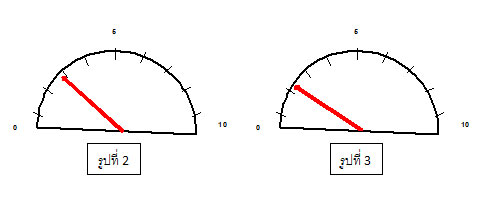
- เราไม่สามารถ อ่านค่าต่าง ๆ ได้ละเอียดเกินกว่า Resolution ของเครื่องมือวัด ดังรูปที่ 2
การอ่านค่าจะต้องพิจารณาถึง Resolution ของเครื่องมือวัด ในตัวอย่างนี้ ถ้าเราพิจารณาแล้วพบว่า resolution คือ 1 ดังนั้นเราจะอ่านค่าได้ 2 หรือถ้าเราพิจารณาแล้วพบว่า resolution คือ 0.5 ดังนั้นเราจะอ่านค่าได้ 2.5 และในรูปที่ 3 พิจารณาแล้วพบว่า resolution คือ 0.5 จะอ่านค่าได้ 2.0 ไม่ใช่ 2 หรือ 2.25 ต้องระบุการอ่านค่าจากการวัดให้สอดคล้องกับ Resolution เสมอ
- ในการเลือกเครื่องมือวัดนั้นจะต้องเลือกให้ Resolution มีค่าเล็กกว่าค่า Acceptance accuracy ประมาณ 10 เท่า เช่น ตัวอย่างข้อ 3 Acceptance accuracy คือ 1mm ดังนั้น เลือก Vernier อย่างน้อยต้องมี Resolution 0.1mm มาใช้งาน เป็นต้น
- Calibration คือ การสอบเทียบเครื่องมือวัด เพื่อที่จะสามารถรู้ ว่าเครื่องมือวัดนั้น ๆ ยังสามารถที่ใช้งานได้ และ บอกค่าการวัดได้ตรงตามวัตถุประสงค์ ของการวัดนั้น ๆ จึงมีความจำเป็นที่จะต้องสอบเทียบเครื่องมือวัดของเรากับ เครื่องมือวัด มาตรฐาน โดยสามารถส่งสอบเทียบ ที่สถานที่บริการสอบเทียบ ทั้งภาครัฐ และเอกชน ทั้งนี้ ในบางงานนั้นเน้นความถูกต้องมาก จึงต้องตรวจสอบว่าสถานที่บริการนั้น ๆ ได้รับการรับรองการสอบเทียบด้วยมาตรฐาน ISO/IEC 17025 หรือ มอก. 17025 ซึ่งประเทศไทย สามารถเข้า ตรวจสอบ ความสามารถ ของสถานที่สอบเทียบได้ ใน Website tisi.go.th
- Uncertainty คือ ความไม่แน่นอน ของการวัด เนื่องจากไม่มีการวัดครั้งใดที่เรา สามารถที่จะระบุปริมาณการวัดที่แน่นอน ดังนั้นในการวัด จะต้องคำนึงถึง ความไม่แน่นอนของการวัดด้วย เช่น ถ้ามีการบอกว่า วงล้อรถมีเส้นผ่านศูนย์กลาง 15นิ้ว บางคนอาจวัด ได้ 1นิ้ว บางคน อาจวัดได้ 15.09นิ้ว หรือ บางคน ใช้เครื่องมือที่มีความละเอียดสูง วัดได้ 15.08996 นิ้ว ดังนั้นเราจึงมีความจำเป็น ในการประเมิน ความไม่แน่นอนของการวัด