จากตอนที่ 1 เราได้รู้จักกับ คำศัพท์ ที่เกี่ยวกับการใช้เครื่องมือวัดไปแล้ว และในครั้งนี้ เราจะมาทำความรู้จัก กับการสอบเทียบเครื่องมือวัดกัน และในการสอบเทียบนี้ ห้องทดสอบที่ได้มาตรฐาน ก็สามารถมีมาตรฐาน อ้างอิงคือ ISO/IEC 17025 หรือ ในประเทศไทยก็จะเป็น มอก. 17025 รับรองโดย National Accreditation Council (NAC: คณะกรรมการแห่งชาติว่าด้วยการรับรองระบบงาน)
การสอบเทียบเครื่องมือวัด (Calibration) คือ การนำเครื่องมือวัดที่เราต้องการ ใช้ในงานตรวจสอบเพื่อการผลิต หรือทดสอบเพื่อการควบคุมคุณภาพ ในการปฏิบัติงาน, สินค้า หรือ บริการ มาทำการสอบเทียบกับ กับเครื่องมือมาตรฐาน ที่มีความแม่นยำสูงกว่า เพื่อบ่งชี้ว่า เครื่องมือที่เราใช้งานอยู่นั้น ยังมีความถูกต้องในระดับที่เรายอมรับได้อยู่หรือไม่
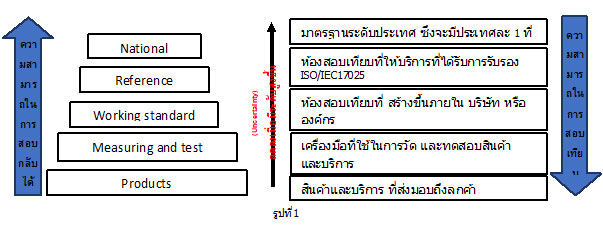
โดยทั่วไปการสอบเทียบนั้นจะต้องสามารถสอบกลับไปถึงระดับ ประเทศได้ โดยในประเทศไทย สามารถสอบกลับไปที่ สถาบัน มาตรวิทยา แห่งชาติ (www.nimt.or.th) ได้ และสามารถอธิบาย ความสัมพันธ์ได้ดังรูปที่1
ในการสอบเทียบนั้นจะต้องมี เครื่องมือมาตรฐาน (Standard: STD) และเครื่องมือภายใต้การสอบเทียบ (Unit Under Calibrate: UUC) ซึ่งจะอ่านค่าของเครื่องมือทั้งสอง แล้วนำมาหาค่า ความคลาดเคลื่อน Error และประเมินค่า ความไม่แน่นอนจากการวัด และการสอบเทียบ จะมีกระบวนการหลักๆ อยู่ 3แบบ ดังนี้
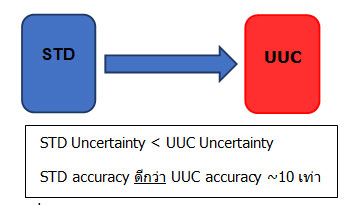
- เครื่องมือมาตรฐาน (STD) สามารถตั้งค่า และ เครื่องมือภายใต้การสอบเทียบ (UUC) เป็นตัวอ่านค่า เช่น การสอบเทียบ Multimeter โดยใช้ Multi-calibrator (STD) เป็นตัวจ่ายค่ามาตรฐาน และอ่านค่าที่ Multimeter (UUC)
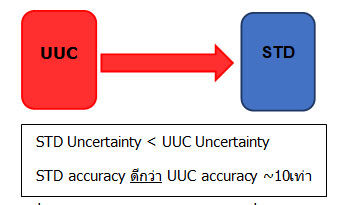
- เครื่องมือมาตรฐาน (STD) เป็นตัวอ่านค่า และ เครื่องมือภายใต้การสอบเทียบ (UUC) เป็นตัวจ่ายค่า เช่น การสอบเทียบ Multi-calibrator โดยจะใช้ Multi-calibrator เป็นตัวจ่ายค่า แล้วใช้ Meter ที่มีค่า Accuracy ดีกว่า (เช่น Meter-10 หลัก เป็นต้น)
- เครื่องมือมาตรฐาน (STD) และ เครื่องมือภายใต้การสอบเทียบ (UUC) เป็นตัวอ่านค่า แล้วใช้ แหล่งจ่ายค่าอื่นเป็นตัวจ่ายค่า และอ่านค่าการวัด ณ เวลาเดียวกัน เช่น การสอบเทียบ High Voltage Capacitive divider

อีกเรื่องที่สำคัญ ในการพิจารณาเลือกใช้เครื่องมือวัดมาใช้งาน จะต้องคำนึงถึงค่า ความไม่แน่นอนจากการวัด (Uncertainty)
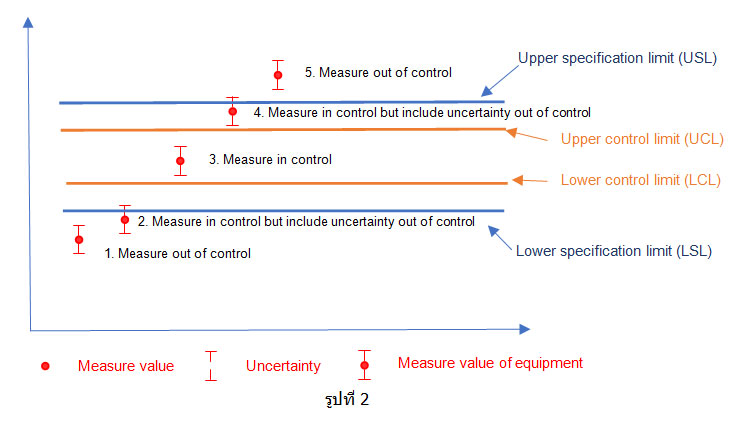
ในการอ่านค่าที่ได้จากเครื่องมือวัดค่า นั้นเราต้องคำนึงถึง ค่าความไม่แน่นนอนของการวัด (Uncertainty) ด้วย จาก รูปที่ 2 สามารถอธิบาย ดังนี้
1, 5 คือ การวัดค่าเมื่อรวมค่า ความไม่แน่นอนของเครื่องมือวัดแล้วเราจะพบว่า ค่าที่ได้จากเครื่องมือนี้ อยู่นอก Specification (5>USL, 1<LSL) ที่ต้องการ ผลคือ ใช้งานไม่ได้
3 คือ การวัดค่าเมื่อรวมค่า ความไม่แน่นอนของเครื่องมือวัดแล้วเราจะพบว่า ค่าที่ได้จากเครื่องมือนี้ อยู่ใน Specification (USL>3>LSL) ที่ต้องการ ผลคือ ใช้งานได้
2 คือ การวัดค่าเมื่ออ่านค่าแล้วอยู่นอก Specification แต่เมื่อรวมค่า ความไม่แน่นอนของเครื่องมือวัด แล้วเราพบว่า ค่าที่อ่านได้นั้นอาจอยู่ใน Specification ในทางมาตรวิทยา ควรสรุปว่า ใช้งานไม่ได้
4 คือ การวัดค่าเมื่ออ่านค่าแล้วอยู่ใน Specification แต่เมื่อรวมค่า ความไม่แน่นอนของเครื่องมือวัด แล้วเราพบว่า ค่าที่อ่านได้นั้นอาจอยู่นอก Specification ในทางมาตรวิทยา ควรสรุปว่า ใช้งานไม่ได้
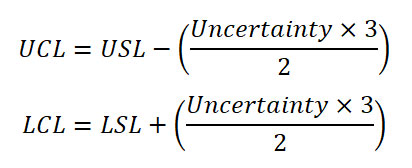
เพื่อแก้ไขปัญหานี้ เราจึงต้องทำการกำหนดค่า Upper control limit (UCL: จุดควบคุมด้านบน) และ Lower control limit (LCL: จุดควบคุมด้านบน)โดยสามารถคำนวณได้จาก

อย่างไรก็ตาม การรายงานค่า Uncertainty จะรายงานที่ค่าความเชื่อมั่น 95% (K=2) ซึ่งหมายความว่าในการวัดค่าเดิมซ้ำๆ จำนวน100 ครั้ง จะมีความน่าจะเป็นที่ มีค่าถูกต้อง 95 ครั้ง ดังนั้นถ้าเรา ไม่สามารถรับค่าที่ความเชื่อมั่นนี้ได้ก็สามารถขยับไปที่ 99.7% (K=3) โดย
ข้อควรระวังเมื่อเรากำหนด LCL และ UCL ที่ทีค่าแคบมากๆ ก็อาจจะส่งผลต่อ ปริมาณของเสียที่เกิดขึ้นจากการผลิตได้ ในการเลือก วิธีการสอบเทียบ หรือผู้ให้บริการจึงควรคำนึงถึงเรื่องนี้ด้วย ควรเลือกให้เหมาะสมกับ กระบวนการและต้นทุนจากตัวอย่างข้างต้น เราจะพบว่าค่า Uncertainty นั้นมีความสำคัญต่อการวัด ดั้งนั้น ในตอนต่อไปเราจะคุยกันถึงเรื่อง Uncertainty กันครับ